3.2 Central-mixed Plants
Central-mixed concrete is batched and completely mixed in a stationary mixer at the plant site. A central-mixed concrete plant completely mixes concrete before discharging it into haul vehicles. Central-mixed plants are sometimes referred to as wet batch plants. Figure 9-1 shows a diagram of central-mixing plants. About 20% of the concrete plants in the US use a central mixer. Principal advantages of the central-mixing plants include the following:
- higher production capability,
- better concrete quality control and consistency, and
- reduced wear on the truck mixer drums.

Figure 9-1. Central-mixing plant.
In this central-mixing plant, aggregates (coarse and fine) are fed by conveyer belts from the left side. Cementitious materials, water, and chemical admixtures are supplied from the right side. Once all the ingredients are put into the mixer, they are mixed thoroughly and dumped into the trucks.
Accurate proportioning or batching of these materials per approved mix design is essential to producing concrete with satisfactory properties. The first step to achieve proper proportioning is to have all the weighing and measuring equipment properly calibrated.
Concrete materials are batched in three groups. One group is the aggregate group, and another is the cementitious materials group. These materials are either weighed individually or cumulatively. Water and admixtures comprise the last group. In most current central-mixing plants, the batching is done by computerized control system as shown in Figure 9-2.
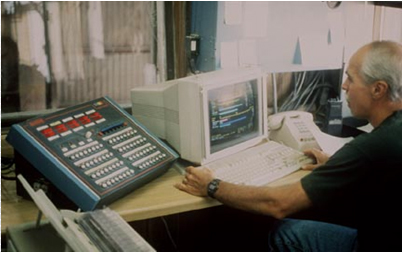
Figure 9-2. Most batch plants are computerized.
Consistency of the concrete is greatly affected by the amount of water in the concrete. The accurate estimate of moisture content of the coarse and fine aggregate and proper batch water content adjustment is critical to the production of consistent concrete. In normal operations, moisture contents of fine aggregates are evaluated using moisture probes located in the weigh bins. Figure 9-3 shows a typical moisture probe used for fine aggregate.

Figure 9-3. Moisture probe for aggregates.
The amp meter in a central-mixed plant provides an indication of concrete mix consistency (see Figure 9-4). The amp meter is sometimes called the slump meter. Care must be taken when using this meter to control the mix consistency, since the amp meter reading is an indirect indicator of the consistency, which is derived from the correlation between consistency and electrical current needed to rotate the mixer.
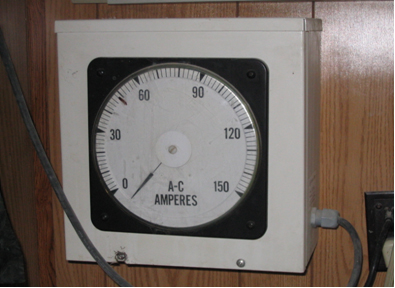
Figure 9-4. Amp meter for workability.
The first step in the sequence of concrete production is charging the mixer. Charging the mixer consists of transferring all of the weighed or measured materials from weigh hoppers and silos into the central-mixer. Aggregates are ribbon loaded on conveyer belts. Initial blending takes place on the feed belt. This initial blending enhances mixer performance. Specific charging sequences vary.
Materials are blended in approximate proportions as they enter the mixer. One batch of concrete is being mixed while another is being batched. These operations occur simultaneously.
It is important that admixtures are not blended, since blending before discharging to the mixer can create undesirable interactions. Shown in Figure 9-5 are three orange hoses that feed admixtures. The big blue tube is the water supply line, which is diverted to both sides. Therefore, admixtures are not blended directly with each other; rather, they are blended with water first.
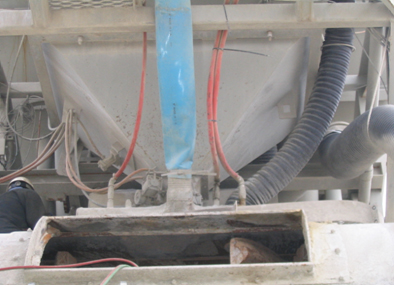
Figure 9-5. Water and admixture supply system.
The blades or paddles and the mixing action of a central-mix drum are quite different than a truck mixer, where there is little folding action compared with that in a stationary mixer. See Figure 9-6 for an illustration of the inside of a central-mix drum.

Figure 9-6. Paddles are shown inside a central mix drum.
Although a large variety of central plant mixers have been used over the years, the large tilting drum mixer is most popular. An example of a tilting drum mixer is shown in Figure 9-7.

Figure 9-7. Tilting drum mixer.
Mix times are dependent on rated capacity and speed of rotation of the mixer. Concrete should be mixed until a uniform mass is attained. Mixer performance can be tested in accordance with "Tex-472-A, Uniformity of Concrete," to indicate the mix uniformity.
Central-mixed concrete is transported in non-agitating trucks, truck mixers, or agitating trucks. In most of TxDOT’s concrete paving projects, contractors prefer non-agitating (dump) trucks for the efficiency. Figure 9-8 illustrates the charging of concrete into a dump truck.

Figure 9-8. Discharging concrete into a dump truck.
When non-agitating trucks are used to haul the concrete, the haul distance should not be far. Transporting concrete in dump trucks over a long distance can cause segregation and non-uniform consistency due to bleeding and setting.
After dumping the concrete, the truck bed needs to be washed out to the point where no clumps of concrete remain in the corners of the bed (see Figure 9-9). If concrete is allowed to build up in the corners of the bed, the clump becomes big and hard, and will break loose from the bed when the truck is dumping a load of concrete.

Figure 9-9. Rinsing truck between deliveries.