6.3 Operational Considerations
There are several mix transport considerations, or best practices, that are essential to maintaining HMA characteristics between the production facility and the paving site. These considerations can generally be placed into four categories:
- loading at the production facility,
- transport within the truck,
- unloading at the paving site,
- operation synchronization.
6.3.1 Loading at the Production Facility
Loading at the production facility involves transferring HMA from the storage silo or batcher (for batch plants) to the transport truck. There are two potential issues with this transfer:
- Truck bed cleanliness and lubrication. Truck beds should be clean and lubricated to prevent the introduction of foreign substances into the HMA and to prevent the HMA from sticking to the truck bed. Non-petroleum based products should be used for lubrication, such as lime water, soapy water, or other suitable commercial products (Roberts et al., 1996). (The product should come from TxDOT’s .) Petroleum based products, such as diesel fuel, should not be used because of environmental issues and because they tend to break down the asphalt binder.
- Aggregate segregation. HMA should be discharged into the truck bed so as to minimize segregation. Dropping HMA from the storage silo or batcher (for batch plants) in one large mass creates a single pile of HMA in the truck bed (see Figure 6-17). Large-sized aggregate tends to roll off this pile and collect around the base. Dropping HMA in several smaller masses (three is typical) at different points in the truck bed will largely prevent the collection of large aggregate in one area and thus minimize aggregate segregation.

Figure 6-17. Truck loading under a storage silo. © Copyright 2006 University of Washington
6.3.2 Truck Transport
Truck transport affects HMA characteristics through cooling. HMA is usually loaded into a truck at a fairly uniform temperature between 250 to 350°F (see Figure 6-18). During transport, heat is transferred to the surrounding environment by convection and radiation, and the HMA surface temperature drops. This cooler HMA surface insulates the interior mass and thus transported HMA tends to develop a cool thin crust on the surface that surrounds a much hotter core (see Figure 6-19 and Figure 6-20). Factors such as air temperature, rain, wind, and length of haul can affect the characteristics and temperature of this crust. Several measures that can be taken to minimize HMA cooling during transport are:
- Minimize haul distance. This can be accomplished by choosing an HMA production facility as close as possible to the paving site. Closer production facilities create shorter haul times and result in less HMA cooling during transport. Unfortunately, many paving locations may not be near any existing production facilities, and economics or environmental concerns may prohibit the use of a mobile production facility.
- Insulate truck beds. This can decrease HMA heat loss during transport. Insulation as simple as a sheet of plywood has been used.
- Place a tarpaulin over the truck bed. A tarp over the truck bed (see Figure 6-21) provides additional insulation, protects the HMA from rain, and decreases heat loss. A study by the Quality Improvement Committee of the National Asphalt Pavement Association (NAPA) studied truck tarping and found that the HMA surface temperatures of tarped loads dropped more slowly than untarped loads, but temperatures 100 mm (4 in.) below the surface between tarped and untarped loads were not significantly different (Minor, 1980).
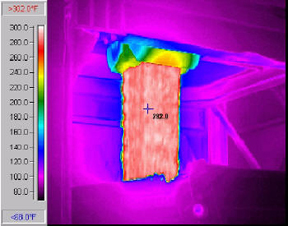
Figure 6-18. Infrared picture of an HMA storage silo loading a truck showing the hot uniform temperature of the mix. © Copyright 2006 University of Washington
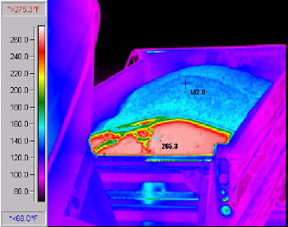
Figure 6-19. Infrared picture of a truck dumping HMA showing the cold surface layer crust (blue) and the hot inner mass (red). © Copyright 2006 University of Washington
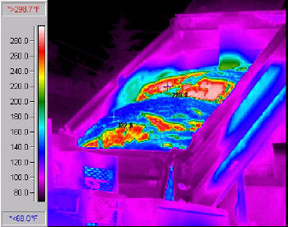
Figure 6-20. Infrared picture of a truck dumping HMA showing the cold surface layer crust (blue) and the hot inner mass (red). © Copyright 2006 University of Washington

Figure 6-21. Tarped Truck. © Copyright 2006 University of Washington
In most cases, truck transport appears to cool only the surface of the transported HMA mass; however, this cool surface crust can have detrimental effects on overall mat quality if not properly dealt with. Actions such as reducing transport time, insulating truck beds, or tarping trucks can decrease HMA surface cooling rate. Additionally, since the majority of the HMA mass is still at or near its original temperature at loading, mixing the crust and interior mass together at the paving site (“remixing”) will produce a uniform mix near the original temperature at loading.
6.3.3 Unloading at the Paving Site
HMA unloading involves those procedures discussed in 'End Dump Truck' under
as well as a few other basic considerations, such as:
- HMA should be unloaded quickly when it arrives at the paving site. This will minimize mix cooling before it is placed.
- Before HMA is loaded into the paver, material transfer vehicle, or dropped in a windrow, the inspector and/or foreman should be certain it is the correct mix. Occasionally, paving jobs require several different mix designs (i.e., one for the leveling course and one for the wearing course), and these mixes should not be interchanged.
- A material transfer device/vehicle with remixing capability should be considered when mixture type or placement circumstances lend themselves to mixture mechanical or temperature segregation, or a surge volume may be desired to assist in continuous paving operations (seeOperation Synchronizationbelow) when the transport truck delivery schedule cannot be ensured (see Figure 6-22). However, considerations must be made to ensure sufficient pavement structure is in place to support some of these larger devices. See Section 6, Material Transfer Vehicles, for additional information.

Figure 6-22. Material Transfer Vehicle with surge capacity (Courtesy Roadtec).
6.3.4 Operation Synchronization
Ideally, HMA production at the plant, truck transport, and laydown at the paving machine should be synchronized to the same rate to minimize accumulation of excess HMA in any one of the three segments. Realistically, however, this synchronization can be quite difficult because of varying laydown rates, unpredictable truck travel times and variable plant production. Detailed information on operation synchronization can be found in:
National Asphalt Pavement Association (NAPA). 1996.
Balancing Production Rates in Hot Mix Asphalt Operations
, IS 120. National Asphalt Pavement Association. Lanham, MD.Ideally, all operations are designed to meet optimal mat laydown rates. However, these rates can vary based on paving width and lift thickness. Also, complicated paving locations such as intersections or near manholes and utility vaults can temporarily increase or decrease the laydown rate.
Truck transport should be planned such that the HMA transport rate (expressed in tons/hr.) closely matches plant production rate and laydown rate. Some factors to consider are:
- number of trucks to be used,
- truck type,
- average truck hauling capacity,
- production facility output rate,
- availability and condition of storage silos at the production facility,
- time to lubricate the truck bed before transport,
- waiting time at the production facility,
- loading, weighing, and ticketing time at the production facility,
- time to cover the load,
- distance between the production facility and the paving site,
- average truck speed.
Traffic plays a large role in HMA delivery rates because it affects truck speed. Especially in congested urban areas, heavy and/or unpredictable traffic may substantially increase, or at least vary, truck travel time. As truck travel time increases, more trucks are needed to provide a given HMA delivery rate. Therefore, as traffic gets worse, trucking costs increase. Additionally, the unpredictability of traffic may result in either long paver idle times as it waits for the next truckload of HMA or large truck backups as several trucks all reach the paving site or production facility at the same time.
Finally, production facility output is typically controlled to match haul or laydown rate. However, this can result in suboptimal plant efficiency or HMA uniformity, which may increase plant exhaust output, shorten emission control device lifetimes, and affect contractual payment if payment is tied to HMA uniformity. It may often be more economical to run the production facility at maximum rate and store excess material in storage silos for discharge into trucks as they arrive.
Synchronization should be the goal, but it is often difficult to achieve (based on varying laydown rates, haul time, and traffic) and may result in plant inefficiency and HMA quality degradation. If a production facility has modern, well-insulated, airtight storage silos and is producing a dense-graded HMA, it may be beneficial to run the plant at maximum production rate and store the mix until needed rather than try and match haul or laydown rate.